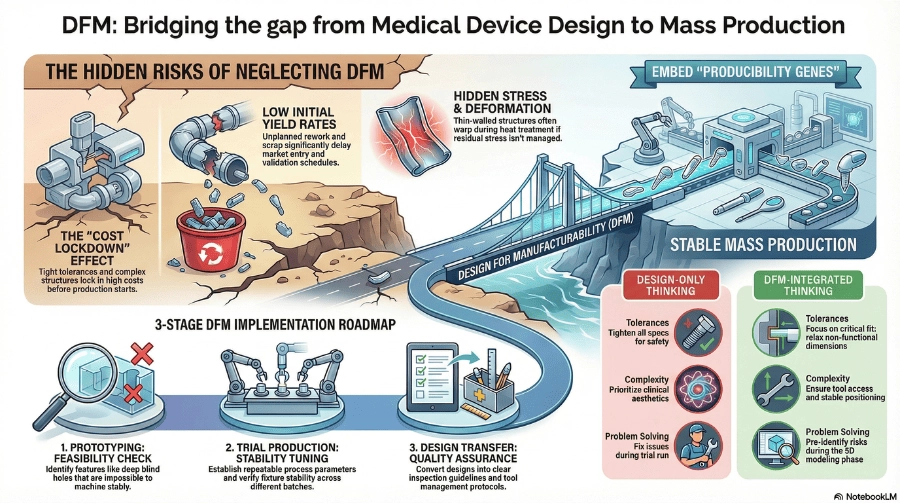
Many medical devices perform well in testing but struggle once production begins, with unstable yields, rework, and rising costs. The root cause is often not clinical design, but a lack of manufacturing integration from the start.
This article explains how DFM (Design for Manufacturability) bridges that gap. You will learn how early tolerance decisions affect real project costs, how prototype-stage risks translate into production instability, and how small design adjustments can significantly improve yield and scalability.
For engineering and sourcing teams, this insight helps reduce development risk, shorten time to market, and build manufacturing strategies that support long-term, stable growth in a competitive medical device environment.
Many medical device projects start out smoothly. Drawings pass review, functional prototypes perform as expected, and development milestones stay on track. But once pilot production starts, that's usually when real problems begin to show up.
Threads suddenly become hard to cut, no matter how much the team tweaks the process. Thin-walled features begin to distort after heat treatment. Tolerances that were intended to clarify specifications turn into bottlenecks, increasing machining time and pushing costs well beyond the original plan.
1.1 When issues appear in pilot runs, it is often already too late
In most cases, the design is not clinically wrong. The real issue is that it was not developed with manufacturing in mind. The team hasn't really looked at whether these features can be produced in a stable, repeatable way on the shop floor.
By the time problems show up during pilot runs, there is very little room left for design changes. At the same time, the impact on both schedule and cost becomes much more visible.
1.2 Many production risks are built into the design from the start
What may seem like a conservative design decision, such as a deeper thread or a thinner wall, can create unexpected challenges in downstream processes.
Small details like these often lead to unstable yields and delayed deliveries. Over time, they become risks that the entire project team has to manage.
There is a common misconception that DFM forces engineers to compromise design intent or clinical performance for the sake of manufacturing. In practice, effective DFM means incorporating manufacturing expertise early in the design process.
It helps teams identify details that may appear acceptable on drawings but can cause significant challenges once production begins. The goal is simple: make sure the product is ready for stable production, instead of fixing avoidable problems after pilot runs.
2.1 How Design and Manufacturing Interpret the Same Drawing Differently
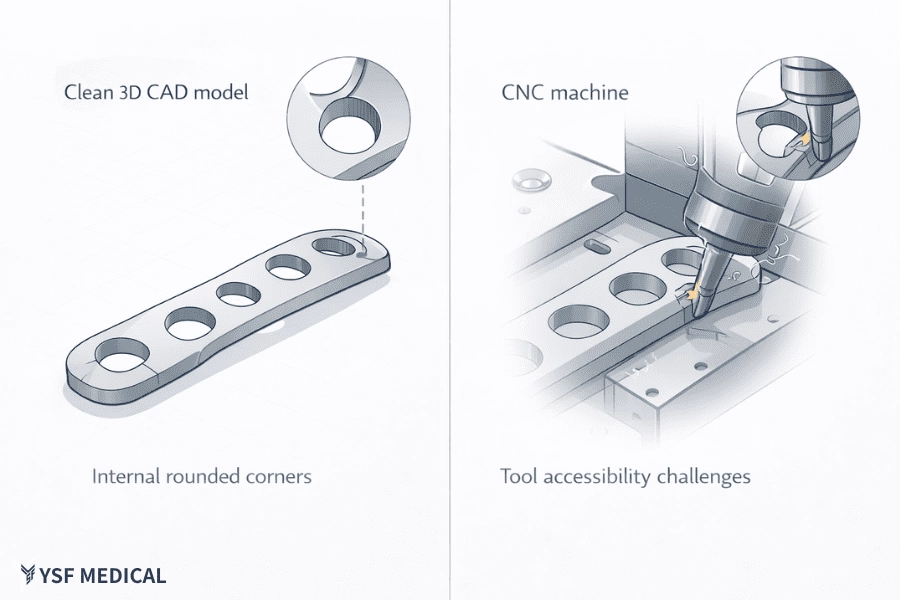
Design and manufacturing engineers often examine the same drawing from very different perspectives. While designers concentrate on features such as internal fillets, deep holes, or complex cutouts, manufacturing engineers usually ask a very practical question: can we keep making this the same way, every time?
For example, a radius that appears reasonable in the design may still require very small cutting tools, which reduces tool life and increases machining time. These factors are not apparent in a 3D model, yet they directly impact cost and production throughput.
Take an interbody cage as an example. Limited access to internal features can create hard-to-reach areas, making burr removal difficult and potentially introducing stress points. Such issues often remain hidden until pilot production, when teams are forced to adjust the process or even revise the design.
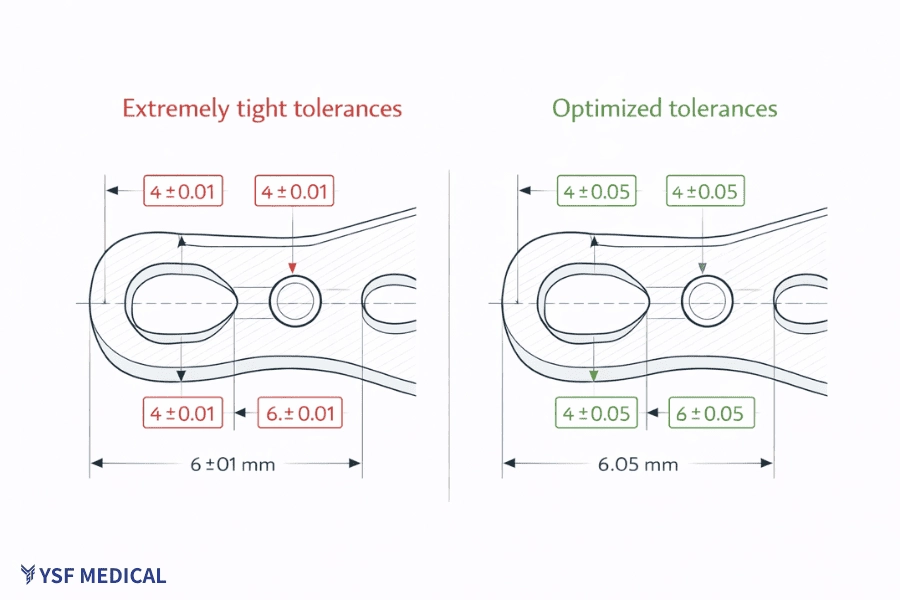
2.2 Tighter tolerances do not always result in better products.
It can be tempting to apply tight tolerances to every dimension as a precaution during design. However, in actual production, this often results in longer machining times, additional inspection steps, and the use of high-precision equipment that the part does not truly require.
DFM helps teams identify which dimensions are critical for fit and clinical performance and which can be relaxed without compromising function. This makes it much easier to balance quality and cost early in development, rather than being locked into high manufacturing expenses once the design is finalized.
2.3 Poorly Defined Datums Create Risks in Downstream Processes
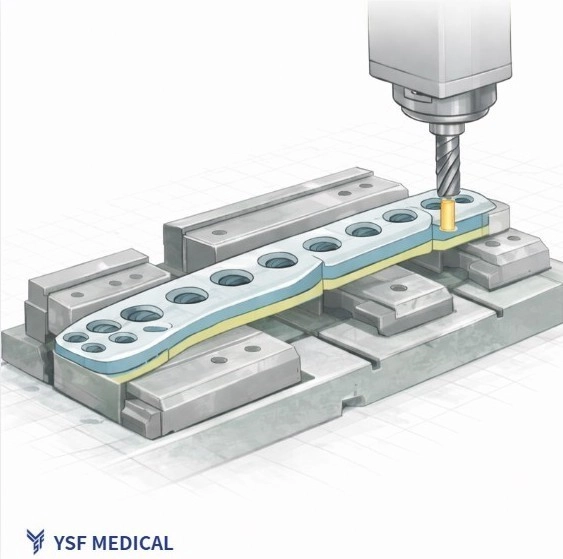
Components such as orthopediclocking plates typically require multiple setups to machine features like screw holes and surface details. If datum references are not clearly defined from the outset, each re-clamping step can introduce slight positional shifts. Although these shifts may appear minor, they can accumulate and result in inconsistent hole locations and assembly problems.
DFM emphasizes defining proper datum features early in the process to ensure downstream operations can be performed reliably. This early planning supports machining and simplifies process validation and quality checks, reducing the need for significant adjustments just before full-scale production.
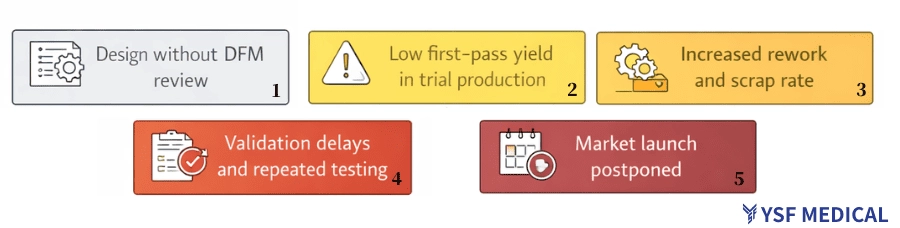
When a product enters pilot production without a thorough manufacturability review, problems rarely arise all at once. They usually show up step by step, often beginning with low yield or machining difficulties, then progressing to repeated rework and stalled validation. Ultimately, the launch schedule is delayed.
These costs are rarely apparent at the beginning of a project. As development progresses, they accumulate and trigger a domino effect that becomes increasingly difficult to reverse.
3.1 An unstable first-pass yield is often the root cause of larger issues.
In orthopedic manufacturing, raw materials already constitute a significant portion of the total cost. When the first-pass yield is low during pilot runs, a large number of parts must be scrapped or reworked. This not only wastes material but also consumes machining time and valuable production capacity.
Consider long, slender titanium bone screws as an example. If tool rigidity and process stability are not taken into account during the design phase, vibration and surface quality problems are likely to occur during machining. Even if cutting parameters are adjusted later, many parts may already have internal stresses from earlier stages that cannot be fully corrected. When these issues are only discovered during pilot production, every change downstream becomes much more expensive.
3.2 How Unstable Yields Delay Validation and Product Launch
When yield is inconsistent, the impact quickly extends to quality systems and regulatory validation. Before mass production, medical devices must undergo design transfer and process validation. If manufacturing risks remain unresolved, equipment performance will be unstable, operating parameters difficult to define, and batch-to-batch variation challenging to control.
Validation activities intended to confirm production readiness often devolve into repeated trials and corrective actions. In real projects, this typically occurs when engineering change requests begin to be raised during Operational Qualification (OQ), or even during Performance Qualification (PQ), after schedules and validation resources have already been finalized. As the number of validation runs increases, engineering resources become tied up, and project timelines continue to extend. Fixtures require rework, machining programs must be revised, and dimensional consistency needs to be reverified.
When validation becomes a recurring bottleneck, launch delays are almost inevitable. In a competitive medical device market, missing a launch window is difficult to recover from. Even with a complete design, a product cannot progress if the underlying manufacturing process is unstable.
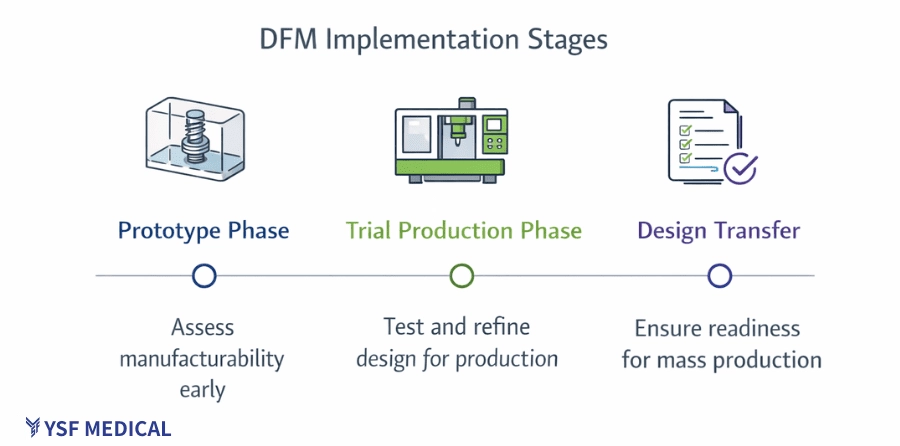
4. A Practical DFM Checklist: Three Stages from Prototype to Production
Integrating DFM into product development is not about adding extra work; instead, it involves engaging manufacturing at the appropriate stages. In practice, effective DFM is not a one-time activity but an ongoing process that incorporates manufacturing input into key design decisions early, before potential risks escalate into costly problems.
This approach helps teams transition from prototype to mass production with fewer surprises, making pilot runs and validation processes significantly more predictable.
4.1 Prototype Stage: Early Verification of Manufacturability
Once the initial 3D model is complete,this is a good time for the manufacturing team to step in and give feedback. The goal at this stage is not to perfect every detail but to identify features that could complicate production, such as deep blind holes, complex surfaces requiring multiple setups, or internal features that necessitate special tooling.
For example, if the geometry of a bone screw is already close to the machine's limits, manufacturing engineers can recommend minor adjustments to the curvature or suggest a multi-step process. Addressing these issues while the design is still flexible helps prevent major problems during pilot production.
4.2 Pilot Stage: Ensuring Process Repeatability
During small-batch pilot runs, the focus of DFM shifts to a very practical question: Can this process consistently run the same way, batch after batch?
Teams rely on actual machining and inspection data to verify whether cutting conditions, fixturing, and inspection methods remain stable during daily production.
A common early warning sign is when inspection results vary from one shift to the next or between machines, even though everyone is running the same program and appears to have the same setup.
When certain dimensions begin to vary, the causes are usually practical issues on the shop floor, such as inconsistent clamping, tools wearing out faster than expected, or heat buildup during extended runs.
At this stage, DFM is not merely about adjusting parameters. It assists the team in determining whether the issue can realistically be resolved through process improvements or if the design and tolerance scheme itself requires reevaluation. This approach prevents unstable conditions from being carried into mass production.
4.3 Design Transfer Stage: Making Validation a Confirmation, Not a Last-Minute Rescue
When the primary manufacturing risks have been addressed through DFM, the processes of design transfer and validation typically proceed much more smoothly.
Without that initial groundwork, this stage often devolves into ongoing troubleshooting.
In practice, DFM helps transform design intent into actionable processes that production and quality teams can effectively implement. This stage often reveals missing details in drawings or work instructions, prompting last-minute updates to validation plans or inspection methods.
The goal is simple: clear work instructions, a focused inspection process, and controls that are practical for the shop floor.
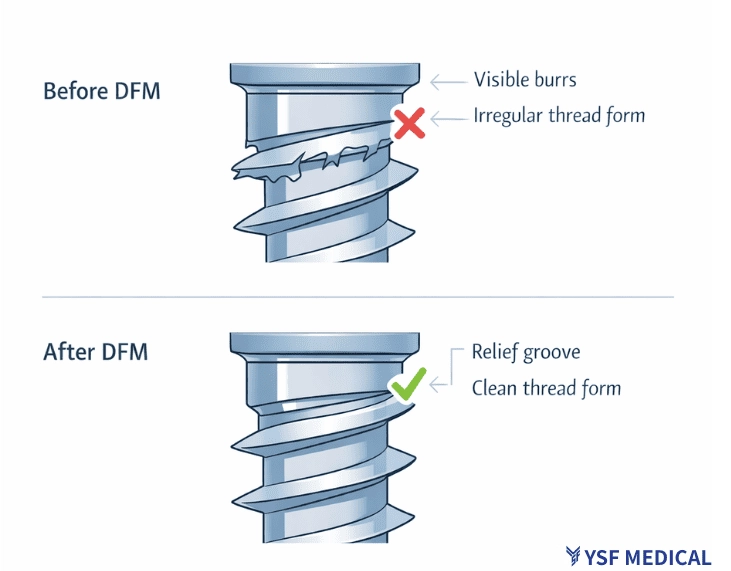
Take a threaded feature as an example. Beyond the drawing dimensions, teams should have already agreed on how the thread will be inspected, how tools will be managed, and how nonconforming conditions will be evaluated. When these points are settled early, process validation becomes a confirmation of readiness rather than a series of last-minute fixes.
General guidelines can only take you so far. The true value of DFM becomes evident on the shop floor.
The following case study is based on direct manufacturing involvement during the production ramp-up and design transfer for a global orthopedic brand. All project details have been anonymized. The purpose is not to present performance metrics but to demonstrate how early manufacturing input can mitigate production risks before full-scale manufacturing begins.
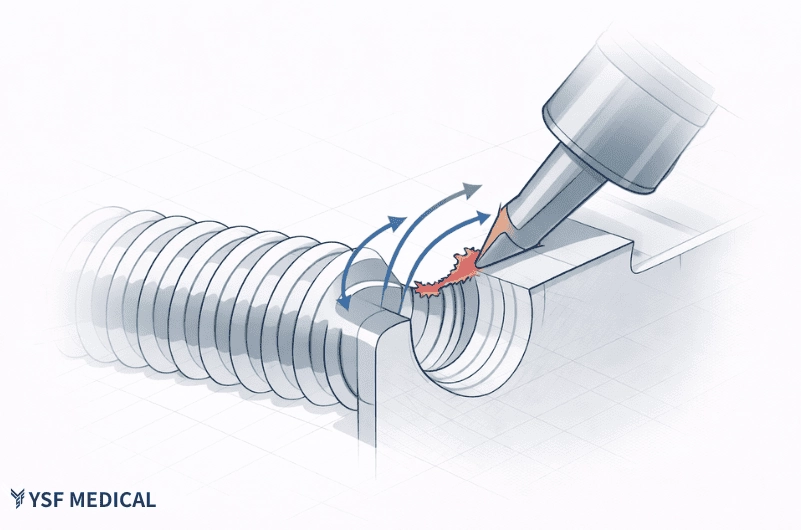
5.1 Case Study: Improving Thread Stability in a Pedicle Screw
During the first pilot lots, the project team initially believed the issue could be solved through parameter tuning. We adjusted tool offsets, tried different cutting conditions, and even ran the same program across multiple machines to rule out setup differences.
But the lot-to-lot variation still moved around, and the results did not stabilize. At that point, the quality team began asking a more basic question: not “can we make it,” but “can we control it consistently under real production conditions?”
5.1.1 Identifying the Issue on the Shop Floor
During pilot runs of a pedicle screw, the manufacturing team repeatedly observed burrs at the thread start and unstable lead-in geometry. Additionally, the thread major diameter exhibited greater than expected variation between lots.
These issues were not apparent during early single-part prototypes or functional testing. However, once continuous machining and lot-based inspection commenced, they rapidly escalated into yield problems. A significant portion of the parts required rework or scrapping during the pilot phase.
5.1.2 The DFM-Driven Solution
A focused review quickly pointed to two issues at the boundary between design and process that are often overlooked.
First, there was insufficient run-out space at the thread start. This increased the cutting load during tool entry and exit, leading to burr formation and incomplete thread profiles.
Second, the original process aimed to form the complete thread profile in a single pass. However, with titanium alloys, elastic recovery and tool wear make it difficult to maintain dimensional stability using this approach.
Without altering clinical performance or mating requirements, the DFM review recommended adding an appropriate run-out feature at the thread start and adopting a multi-pass forming strategy. This approach allowed the thread profile to be developed gradually, rather than being created in a single aggressive cut.
5.1.3 Production Impact
After implementing these changes, follow-up pilot runs demonstrated a clear reduction in burrs at the thread start. Lot-to-lot dimensional variation became more consistent, and first-pass yield returned to an acceptable production range.
Although the cycle time per part increased slightly, overall throughput improved because rework and scrap were significantly reduced. Additionally, tool life became easier to predict and manage.
Since then, we review thread-start geometry as a standard checkpoint during early design reviews in our internal DFM checklist, especially for titanium screws and other high-risk threaded features.
This case highlights an important point: addressing a small design detail early is far more effective and manageable than attempting to stabilize an unstable process after production has already begun.
5.2Case Study: Preventing Distortion in Thin-Walled Surgical Instruments
5.2.1 Why the Problem Only Appeared After Heat Treatment
In an orthopedic surgical instrument project, a thin-walled design was implemented to achieve aggressive weight-reduction targets. During rough machining, everything appeared satisfactory. However, after heat treatment, noticeable warping began to occur.
That distortion quickly caused fit and alignment problems during finishing and assembly. Even with additional corrective machining, the deformation remained difficult to control, and assembly yield stayed well below the target.
At that point, the assembly team had already scheduled the next build, and the distortion immediately created a conflict between delivery commitments and additional rework capacity.
5.2.2 How DFM Revisited the Structure and Machining Sequence
A joint review by the manufacturing and design teams revealed that the issue was not caused by the heat-treatment settings.
The thin-walled areas had already accumulated residual stress during earlier machining steps. This stress was subsequently released and amplified during the thermal cycle.
Instead of merely thickening the walls, the DFM discussion concentrated on two practical adjustments.
First, small local reinforcements were added to structurally sensitive areas without affecting overall weight targets or functional requirements. Second, the machining sequence for symmetric features was reorganized so that material removal and stress release occurred in a more balanced manner.
5.2.3 Impact on Assembly and Delivery Performance
After these changes, the dimensional stability following heat treatment improved significantly. Assembly interference decreased markedly, and the overall production flow became much smoother.
More importantly, the team transformed the knowledge gained from this project into internal design guidelines for thin-walled instruments. Subsequent projects were able to apply these guidelines, thereby avoiding the repetition of the same trial-and-error process.
5.3 What These Cases Reveal About DFM
Considering both cases together, the issues were not caused by a lack of machining capability.
These issues stemmed from design decisions made early on without sufficient input from manufacturing. Whether it involved the thread-start geometry or the stress behavior of thin-walled structures, the warning signs were already evident in the drawings. They simply weren't obvious at the time.
This is where DFM demonstrates its true value. It is not about pursuing impressive numbers or showcasing success stories. Instead, it focuses on minimizing surprises and making production more predictable, so teams avoid repeatedly incurring the same costs in time and money.
These three questions frequently arise in conversations with R&D and sourcing teams. Here is how we approach them from the manufacturing perspective.
1. The design appears manufacturable. Do we still need a DFM review?
What really matters isn't whether you can make one part, but whether you can keep making it the same way.
A drawing may appear flawless on screen, but the true test emerges during continuous machining, inspection, and validation. DFM helps identify risks that often remain hidden until production is already in progress.
2. Can we wait until the pilot runs to address manufacturing risks?
You can, but it usually limits your options.
Once a project reaches pilot production, most changes involve process adjustments. Design changes become significantly more difficult and costly. Considering DFM earlier ensures that tooling, fixturing, and inspection plans align with the design rather than hinder it as you scale up.
3. Will manufacturing suggestions affect the product's performance?
In most cases, no.
DFM feedback typically focuses on how the part is manufactured rather than its clinical performance. As long as the function-critical features are clearly defined, manufacturing teams can often enhance stability without altering the product's functionality.
👉If your manufacturing partner keeps asking detailed questions early on, that's usually a good sign.This indicates they are trying to prevent problems before they arise in production.Please feel free to contact YSF Medical at sales@ysfbone.com.
4. Our product is low volume or highly customized. Do we still need DFM?
In many cases, DFM actually matters more for low-volume and customized projects.
When you are working with small batches or custom builds, there is very little room for trial and error. One failed run can delay delivery and hurt project confidence. DFM helps highlight which parts of the design are most likely to cause problems, and where it makes sense to leave a bit more margin.
In custom projects, the real risk is often not design complexity itself. It is that the design quietly sits right at the edge of what the machines and processes can reliably control.
5. How can we determine if a manufacturing partner truly understands DFM?
You usually see real DFM capability demonstrated in discussions, not in brochures or slides. A good partner will not just review drawing dimensions; they will ask how the product is actually used, which features truly matter, what production volumes you expect, and where failures simply cannot be tolerated once production begins.
They should also be able to identify practical risks, such as machining bottlenecks, fixturing or locating issues, and downstream processes where variation may increase, and clearly explain why these risks exist. If the conversation remains focused solely on “can this be made” or simple drawing changes, without addressing production stability or validation readiness, DFM is likely being managed at a very basic level.
👉 If you are evaluating whether a medical device project is ready for production or wish to review manufacturing risks before finalizing your design, please feel free to contact YSF Medical atsales@ysfbone.com.
In today's medical device market, a good design alone is no longer enough. What truly matters is whether a design can be transformed into a product that can be manufactured reliably, validated with confidence, and consistently supplied over time. As development timelines shorten and project risks increase, manufacturability has become a critical requirement for bringing products to market smoothly.
The true value of DFM lies in its ability to help teams identify uncertainties early in the process. By incorporating manufacturing input during the design phase, decisions related to design transfer, process validation, and supply planning become easier to coordinate. As a result, projects progress with fewer unexpected issues, and teams can avoid much of the rework that typically arises late in development.
For sourcing and quality leaders, a manufacturing partner's DFM expertise directly impacts supply stability and overall project risk. When potential issues are identified early by the production team, the transition from development to volume manufacturing becomes significantly more predictable. When manufacturability becomes part of how products are designed from day one, new medical devices can reach the clinic and the market in a far more predictable way. from design to clinical use and market introduction in a more controlled and sustainable manner.
8.1 Transitioning from Contract Manufacturing to Genuine Engineering Collaboration
In many projects, manufacturing risks are present from the outset, though they may not be immediately apparent. Once a design is nearly frozen and the process route is already set, there is typically very little opportunity to make significant improvements.
At YSF Medical, our manufacturing engineers review early design data as soon as it becomes available. We evaluate the design from a production perspective, focusing on factors that could complicate volume production. This includes assessing whether the geometry can be machined consistently, whether the tolerance scheme aligns with actual process capabilities, and how the chosen material may impact downstream operations.
By engaging in these conversations while the design remains flexible, the development team can gain a clearer understanding of actual production constraints and trade-offs. This proactive approach helps prevent issues from arising later during pilot runs and ensures the project progresses toward production more smoothly and reliably.
8.2 Developing Repeatable Engineering Expertise in Spine and Trauma Systems
YSF Medical specializes in spinal and trauma implant systems, including fusion cages, bone screws, and locking plates made from titanium alloys, medical-grade stainless steel, and PEEK.
These products share similar challenges. They utilize high-strength materials, demand tight tolerances, and feature complex geometries that require multiple machining and post-processing steps. Additionally, these products tend to become increasingly difficult to manufacture as production scales up.
Through long-term involvement in these programs, we have gained practical insight into which design details are most likely to cause production problems. More importantly, we transform that experience into repeatable engineering processes, enabling new projects to avoid known risk areas early in the design stage.
From the behavior of different materials during machining to the impact of specific design features on process stability, this accumulated knowledge helps teams make clearer decisions and achieve more predictable manufacturing outcomes.
8.3 Begin Your Manufacturability Review
DFM is not about adding more steps to your design process; it is about identifying real manufacturing constraints early, while there is still time to address them. When design and manufacturing are aligned from the outset, many issues that typically arise during production are prevented from becoming problems.
For us, the real value is sharing hands-on manufacturing experience early, so projects stay on track and fewer surprises show up later.
If you are looking for a reliable medical CNC manufacturing partner, we would be glad to discuss your needs with you. Please fill out our contact form or email us at sales@ysfbone.com. Our team will respond to you within 24 hours.
To learn more about our engineering capabilities and past projects, visit our Design & Development Services page to see how we support products from early design through full-scale production. We look forward to collaborating with you to transform your ideas into market-ready medical devices.
This article is provided for informational purposes only and is intended for professionals in the medical device industry. It does not constitute engineering, regulatory, or legal advice.
Readers are responsible for evaluating the applicability of this information to their specific products and regulatory jurisdictions. Any technical references, including dimensions, parameters, or timelines, are illustrative only and may vary in practice.
While reasonable efforts have been made to ensure accuracy, no representations or warranties are made, and the authors and publisher disclaim any liability for losses arising from reliance on this content.
All case examples have been anonymized to protect confidentiality.
Boothroyd, G., Dewhurst, P., & Knight, W. A. (2011). Product design for manufacture and assembly (3rd ed.). CRC Press. https://doi.org/10.1201/9781420089288
International Organization for Standardization. (2016). Medical devices — Quality management systems — Requirements for regulatory purposes (ISO 13485:2016). ISO. https://www.iso.org/standard/59752.html
International Organization for Standardization. (2024). Design for manufacturability (DFM). ISO Online Browsing Platform. https://www.iso.org/obp/ui
Zhang, H. C., & Huang, S. H. (1995). Applications of neural networks in manufacturing: A state-of-the-art survey. International Journal of Production Research, 33(3), 705-728. https://doi.org/10.1080/00207549508930175